|
ROTATIONAL CAPACITY TEST |
|
|
Long Bolt Procedure |
|
|
|
|
|
Procedure is required by Article 2408.03, S, 4 and further described in Materials IM 453.06B. |
|
|
(Photos taken by Bill Burns, Iowa DOT.) |
|
|
|
|
|
REQUIRED MATERIAL: |
|
|
|
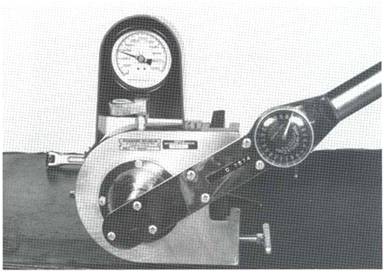
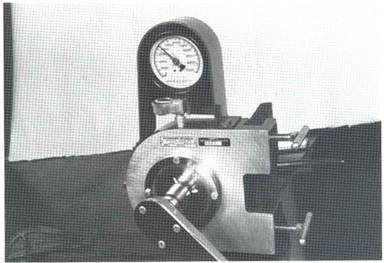
Calibrated Tension Measuring Device |
|
|
Torque Wrench and Spud Wrench |
|
|
Washers and/or Shims |
|
|
Fasteners from same R-C Lot number |
|
|
|
|
|
|
|
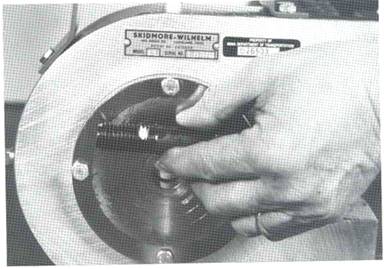
Step 1. |
Mark the 3rd through 5th full threads from the shank of the bolt. |
|
|
|
|
|
|
|
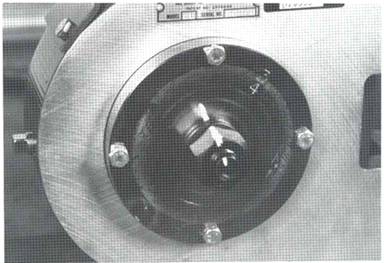
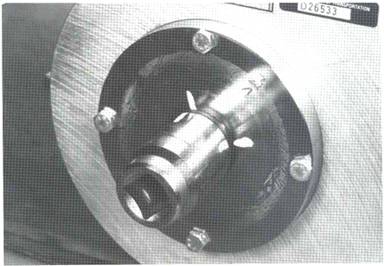
Step 2. |
Install bolt into the Skidmore. |
|
|
|
|
|
|
|
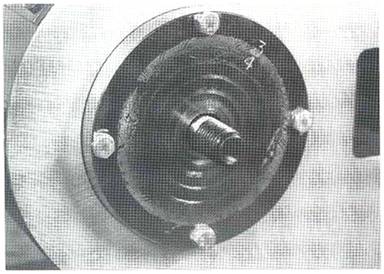
Step 3. |
Install the required number of washers and/or shims to just cover the 3rd, but not more than the 5th thread, as marked in Step 1. (Must have 1 washer under the nut.) |
|
|
|
|
|
|
|
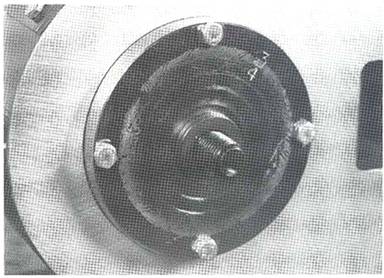
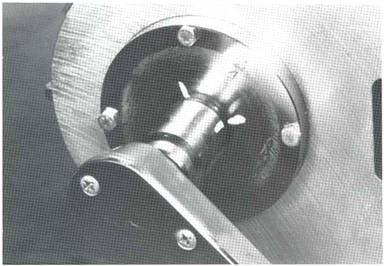
Step 4. |
Tighten nut to Snug Tight. (IM 453.06B, Appendix A, Table A-1) |
|
|
|
|
|
|
|
Step 5. |
Match-mark the bolt tip, nut, and base plate. |
|
|
|
|
|
|
|
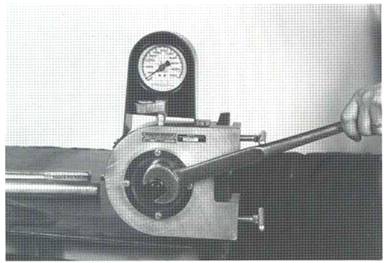
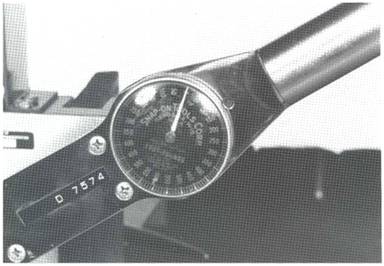
Step 6. |
“Zero” torque wrench. |
|
|
|
|
|
|
|
Step 7. |
Tension bolt to at-least value given in IM 453.06B, Appendix A Table A-2. |
|
|
|
|
|
|
|
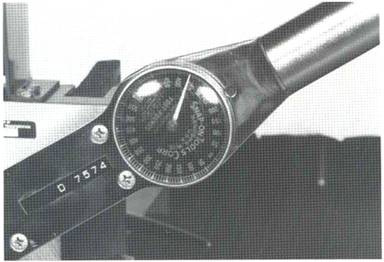
Step 8. |
Record torque tension from Step 7 on R-C Worksheet. |
|
|
|
|
|
|
|
Step 9. |
Match-mark socket to base plate. (Use Turn-of-Nut rotation amount.) IM 453.06B, Appendix A, Table A-3 |
|
|
|
|
|
|
|
Step 10. |
Rotate nut the required Turn-of-Nut amount. (IM 453.06B, Appendix A, Table A-3.) |
|
|
|
|
|
|
|
Step 11. |
Record tension on R-C Worksheet. Must be equal to or greater than value in IM 453.06B, Appendix A, Table A-4. |