QUALIFICATION TESTS FOR FIELD WELDERS
STATEMENT OF INTENT
The intent of this Instructional Memorandum is to address the testing of field welders and limit the testing to only those who can be reasonably expected to weld on a structure of any kind.
WELDER QUALIFICATION
The intent of this instructional Memorandum is to address the qualification testing of field welders to weld on any project that require field welding (structures, bridge repair, piling, railing, casement pipes, etc.) Additionally, is to obtain assurances that this testing will have reasonable expectation to perform and complete a satisfactory weld for any state, county, and / or city field welding project. The qualification / certifying weld shall be conducted in a manor to simulate the environment and welding processes that is used for welding at the project site.
WELDER QUALIFICATION
All welders are required to be qualified before they will be permitted to weld on any bridge and / or any structure being built using the Iowa Department of Transportation standard specifications. The qualification of these welders shall conform to the Bridge and Welding Code AASHTO / AWS D1.5 M / D 1.5: 2002 and the Iowa Department of Transportation Standard Specifications.
New welders not previously certified by the Iowa Department of Transportation, shall provide (before being tested) welding work history:
a. Signed letter from his / her present or former employer showing documented welding experience.
b. Welders shall have a minimum of three months of welding experience to qualify.
c. No test plates other than those provided by the Iowa Department of Transportation shall be accepted.
d. Applicant welders shall provide a photo I.D.
NEW WELDER QUALIFICATION
New welders who have successfully passed their qualification tests shall be:
a. Certified for a period of one year (starting from the month in which the test was taken)
b. Recertification test shall be performed in the second and third consecutive years (for new welders)
c. For welders who have successfully passed their qualification tests without failure for three consecutive years, re-qualification will only be required every two years thereafter.
Note: Welder re-qualification may be required at any time there is a specific reason to question his / her ability to perform and produce sound welds.
QUALIFICATION TESTS
The qualification weld test shall be monitored by a representative inspector from the District Materials Engineer’s office.
Tests described herein are to determine the welder’s ability to produce sound welds.
Qualification tests for manual and semi-automatic welders shall be:
1. Qualification test for limited thickness
2. Joint detail
a. 3/8 inch (9 mm) plate
b. Single v-groove
c. 45° included angle, ¼ inch (6mm) root opening with backing
d. Minimum length of weld shall be 7.0 inches (180 mm) see Figure 5.19 of AWS D1.5 M / D1.5:2002.
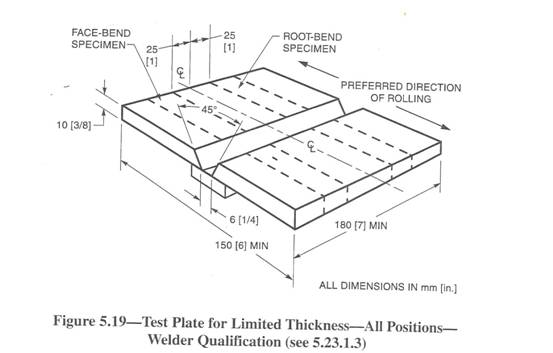
3. Test specimens – one face and one root-bend specimen. This test will qualify the welder for groove welds not over ¾ inch (19mm) in thickness, and fillet welds on material of unlimited thickness for the test positions shown in the paragraph entitled “Positions of Test Welds”.
4. For groove welds over ¾ inch (19 mm) in thickness, additional 1.0 inch (25.4 mm) thick, a special qualification test(s) may be required by the engineer.
5. Completed test plates shall be visually inspected by the field material inspector for workmanship, un-acceptable discontinuities (such as undercut, scattered porosity, clustered porosity, and / or linear porosity, unfilled areas or excessive weld reinforcement).
Visually inspected / rejected weld test plates, shall not be sent to Ames Central Laboratory for further physical testing.
6. A completed application form shall be submitted with the test plates containing full and complete information regarding the welder. The qualification test record shall be accurate and fully complete prior to the issuance of the welding certificate and for the purpose of billing.
FAILURE OF TESTS
A welder failing a weld test is immediately disqualified for those positions represented by the test position in which he/she failed, and must retest within one month by welding two weld test plates of the type and position of which he/she failed, both of which must pass. Failure to retest within one month shall be considered as failure of the retest.
FAILURE OF RETEST
A welder that fails a retest may not retest again for six months or one month at the discretion of the Structural Materials Engineer for the failed position. After six months, the welder may retest by welding two weld tests plates of the same type & position, which previously failed, and both of which must pass.
TEST FEES
A fee of $150 per test plate or retest plate will be charged for qualification certification and /or requalification tests. The Central Materials Office will initiate billing requests through the Office of Finance.
The newly qualified welder will not be officially certified and his certification card will not be mailed out until payment for the test plates and certification have been cleared.
POSITION OF TEST WELDS
|
|
|
Type of Weld & Position Of Welding Qualified* |
|||
|
Qualification Test |
|
|
Plate & Pipe |
||
|
Weld |
Position |
Groove |
Plate Fillet |
||
|
Plate-Groove |
1G |
F |
F, H |
||
|
|
2G |
F, H |
F, H |
||
|
|
3G |
F, H, V |
F, H, V |
||
|
|
4G |
F, OH |
F, H, OH |
||
|
|
3G & 4G |
All |
All |
||
|
|
|
|
|
||
|
*Positions of welding: |
|
|
|
||
|
F=Flat |
1G=Flat Groove |
1F=Flat Fillet |
|||
|
H=Horizontal |
2G=Horizontal Groove |
2F=Horizontal Fillet |
|||
|
V=Vertical |
3G=Vertical Groove |
3F=Vertical Fillet |
|||
|
OH=Overhead |
4G=Overhead Groove |
4F=Overhead Fillet |
|||
WELDING OF PLATES
In making up test welds, the welder should restrain the warping of the assembly through the use of clamps to maintain a flat sample. Plates shall not be stress relieved or straightened after welding.
Cleaning between weld passes shall be limited to hand chipping and hand wire brushing. Power chippers or grinders shall not be used during the weld test. Weld cleaning shall be done with the test weld in the same position as the welding position being qualified.
All vertical welds for grooves or fillets for field, plant or test plates shall be made with the progression for all passes in the upward direction.
ELECTRODES
Only low-hydrogen electrodes will be permitted for the certification of SMAW welders.
The following list of SMAW, GMAW, or FCAW electrodes are approved for use provided the proper minimum preheat and interpass temperatures are maintained as outlined in the paragraph entitled Minimum Preheat and Interpass Temperature.
|
Shielded Metal Arc |
Gas Metal Arc |
Flux-Cored Arc w/External Shielding Gas |
Flux-Cored Arc-Self Shielding |
|
|
|
|
|
|
E-XX16 |
ER70S-2, |
|
E6XT-6,8 |
|
E-XX18 |
3, 6 or 7 |
E7XT-1,5 |
E7XT-6,8 |
The XX designation shall be understood to mean the 70 series unless an alloy steel of higher strength is to be welded. The X before the T stands for a 0 or 1, which refers to the usability of the electrode. "O" indicates use limited to flat or horizontal positions and "1" indicates all position use.
Suitable ovens must be provided to insure the dryness of all approved low-hydrogen electrodes. Wherever this is not practical, electrodes must be purchased in small packages, and any left over at the end of four hours must be discarded, or redried for at least two hours between 450°F (230°C) and 500°F (260°C). Electrodes held in storage after opening a new hermetically sealed package, or after being redried, shall be stored in an oven with a temperature of at least 250°F (120°C).
Figure 5.19
Test Plate for Limited Thickness - All Positions - Welder Qualification (See 5.23.1.3)
Figure 5.6 - Position of Test Plates for Groove Welds (See 5.8.2)
MINIMUM PREHEAT AND INTERPASS TEMPERATURE 1,2.
The minimum preheat and interpass temperature for welding shall be as outlined in the specifications.
For the benefit of welders, the following table is published:
|
Welding Process |
|
|
Thickness of Thickest part at Point of Welding |
Shielded Metal-Arc Welding With Low-Hydrogen, Gas Metal Arc, Or Flux-Cored Arc Electrode |
|
|
A709 Gr. 36 |
|
|
|
|
To 3/4 in. (19 mm) Inc. |
50°F (10°C) |
|
|
|
|
Over 3/4 in. to 1 1/2 in. Inc. |
70°F (20°C) |
|
(19 mm to 38 mm) |
|
|
|
|
|
Over 1 1/2 in. to 2 1/2 in. Inc. |
150°F (65°C) |
|
(38 mm to 63.5 mm) |
|
|
|
|
|
Over 2½ in. (63.5 mm) |
225°F (110°C) |
NOTE: 1. Welding shall not be done when the ambient temperature is lower than 0°F (-18°C).
2. When preheating of the base metal is required, it shall be performed in such a manner that the surface of the parts on which weld metal is being deposited, within 3 in. (76 mm) of the point of welding, both laterally and in advance of the welding, are at or above the temperature specified.